| 一、用户界面: |  |
|
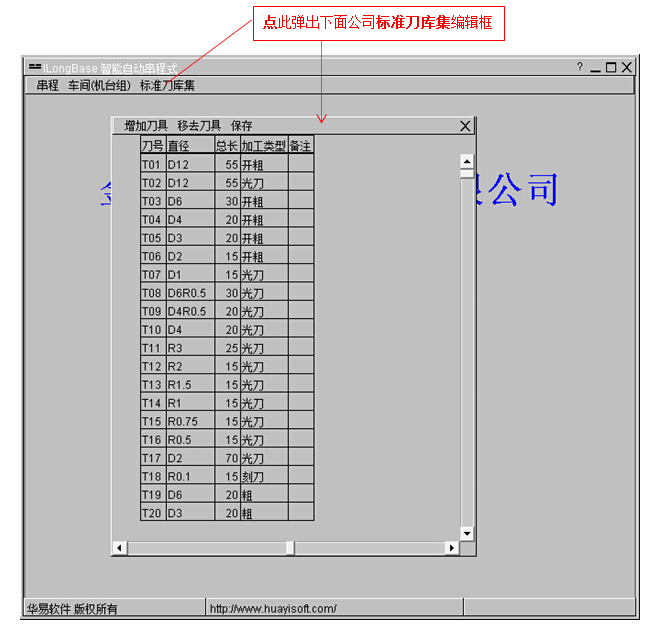
二、使用前设置: 1. 公司标准刀库集编辑: |
 |
|
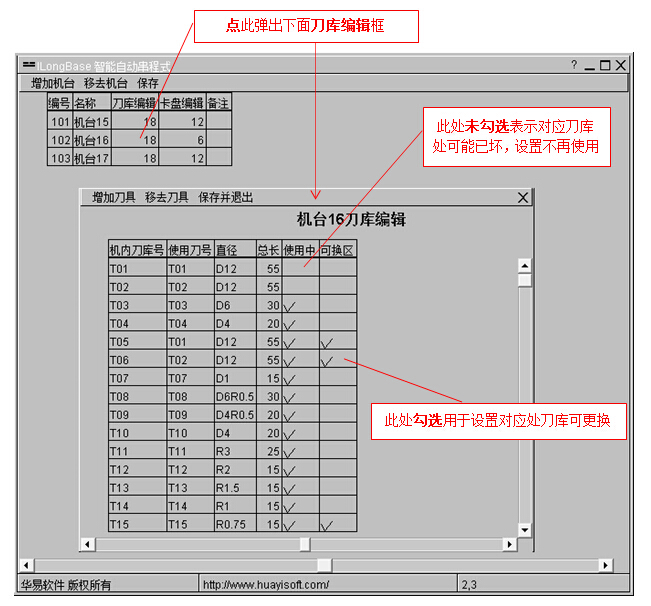
2. 某机台对应的刀库编辑: |
 |
|
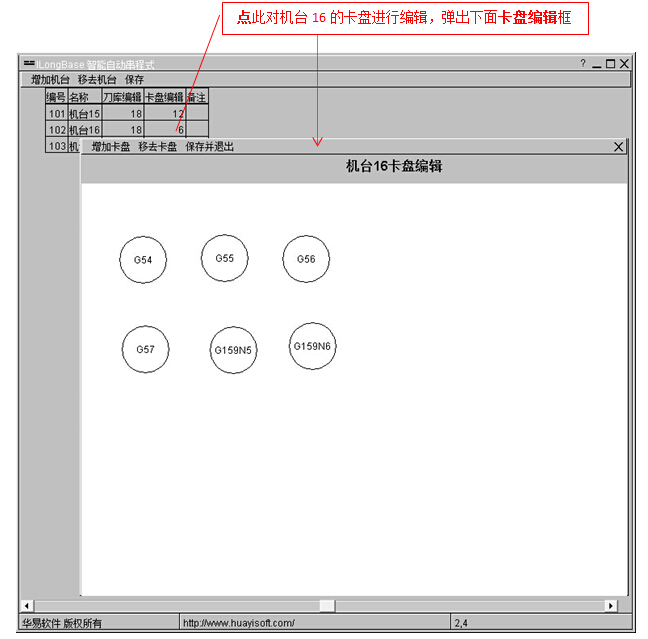
3. 某机台对应的卡盘编辑: 鼠标右键设置卡盘名称。 |
 |
|
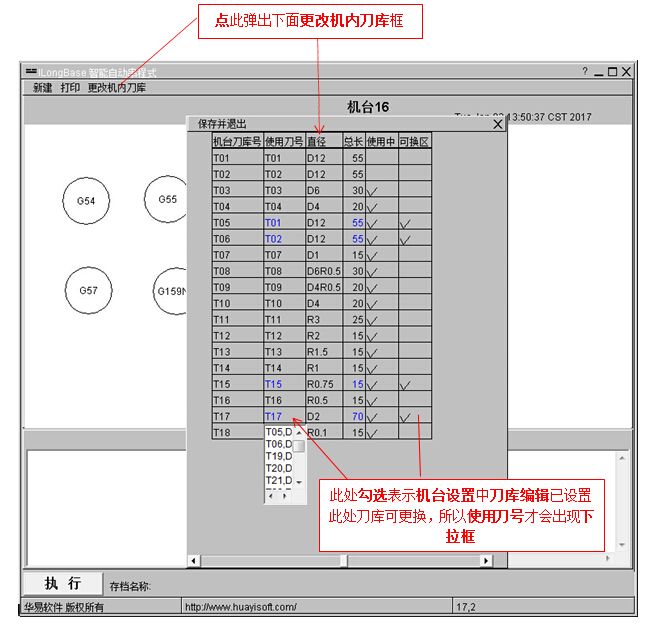
4. 串程时更改机内刀库: 用于某机台没有某刀号,又想用到某刀。 |
 |
|
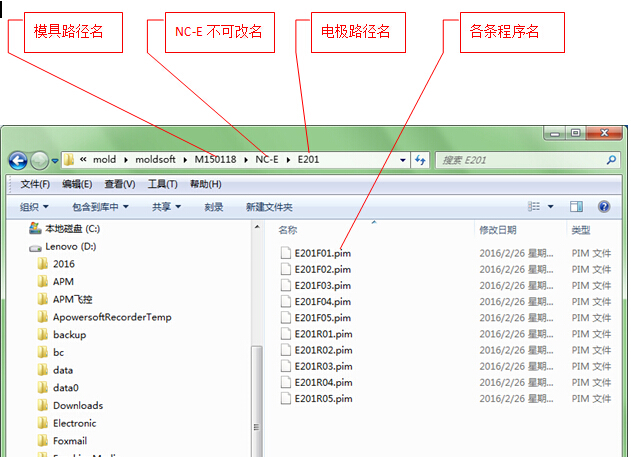
系统缺省路径是:模具路径名/NC-E/电极路径名/各条程序名 程序名规则在Mchines.txt中规定。 Mchines.txt编辑,有一些缺省的如: F=E:::F:: F=*-> F=*F:: R=E:::R:: R=*->1 R=*R:: Z=E:::Z:: Z=*->2 F=表示精加工 R=表示粗加工 Z=表示中加工 :表示任意一个数字(0-9) |表示任意一个数字(1-9) ?表示任意一个字符(数字、字母或其它) *表示任意长度的数字或字符(大于或等于0个字符) E R 1 等表示那里有确定的数字或字符 一个>表示任意一个大写字母 一个<表示任意一个小写字母 *在一条规则中只能出现一次。 |
 |
| 四、电极名如右: | 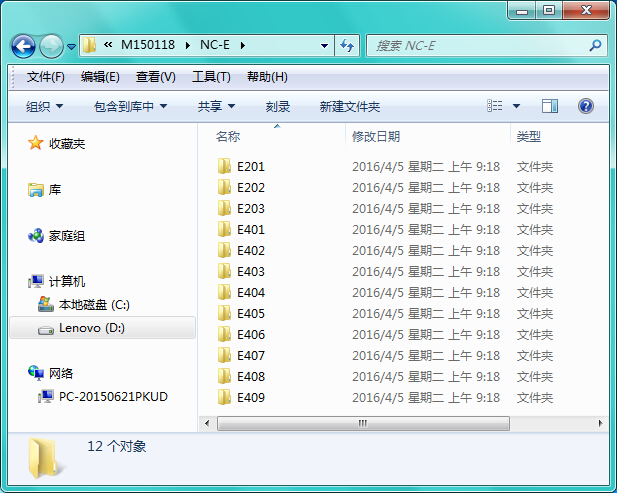 |
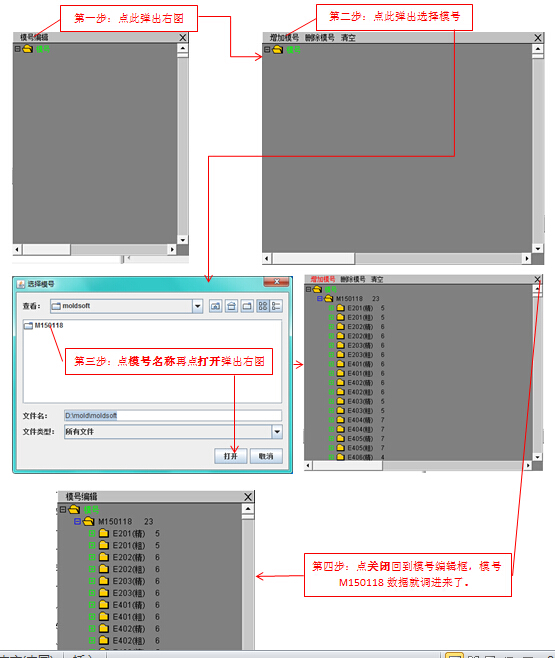
要串程必须把模号数据调入,左键单击卡盘设置电极,就进入模号编辑。首次使用,会直接跳到第二步:增加模号。 |
 |
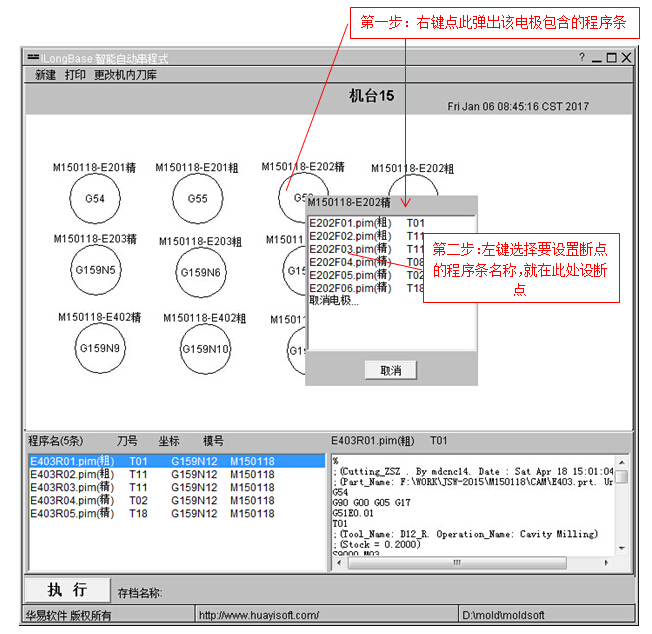
串联好的程序拷贝到机台执行时,由于断电或其它故障,程序没有执行完就停掉了,这时要设置断点,以便重新串个程序从断点处把没执行完的程序执行完。 断点设置方法如右图: |
 |
|
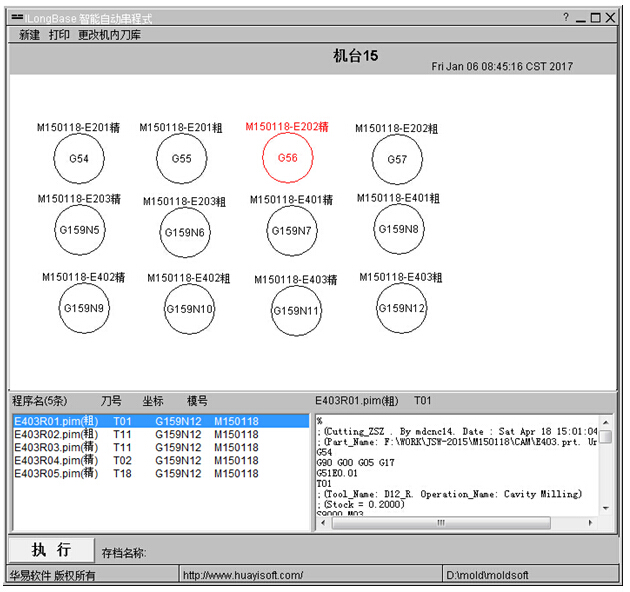
断点设置成功如右所示,这样重新串程,生成的串联程序就从断点处(比如图示:G56卡盘中M150118/E202/E202F03.pim程序设为断点)开始执行。 |
 |